 Pumps,Generators,Lighthouse,Hydraulic station-TENGDAO
Pumps,Generators,Lighthouse,Hydraulic station-TENGDAO






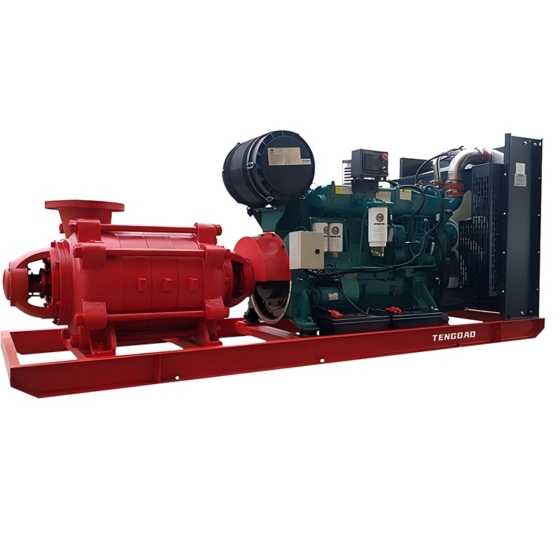
Introduction to the MD150 Diesel Engine Mining Multistage Pump
The MD150 diesel engine mining multistage pump is specifically designed for efficient water transportation in various industrial applications, particularly in coal and non-coal mining operations. This pump operates at engine speeds ranging from 1500 to 1800 RPM, allowing for continuous and uninterrupted operation over extended periods. Its robust construction makes it suitable for conveying water that contains a certain level of impurities, specifically with a solid content of less than 1.5% and particle size under 0.5 mm. This versatility enables the MD150 to handle a variety of similar liquids, ensuring reliable performance in demanding environments.
Key Features
1. Durability and Longevity
The MD150 pump series is engineered with excellent wear resistance and cavitation resistance, significantly extending its service life. This durability is essential for operations in harsh mining conditions, where equipment is subjected to continuous stress.
2. Temperature Regulation
The pump is designed to transport media at temperatures not exceeding 80°C, making it suitable for a wide range of applications, including dewatering in mines, factories, and urban settings.

3. Efficient Coupling Design
The pump features a flexible, integrated damping coupling that enhances transmission efficiency while requiring minimal alignment. This design effectively dampens the axial forces exerted on the pump, reducing wear on the balancing disk during low lift or low-speed operations.
4. Advanced Instrumentation System
The MD150 is equipped with a comprehensive instrumentation system that includes waterproof protection, loss of water protection, bearing temperature protection, cavitation protection, and multiple safeguards for the engine. This ensures a stable and reliable operational performance without the need for complex controls.
5. Stability and Low Maintenance
One of the standout characteristics of the MD150 is its ability to maintain a small flow fluctuation range and stable pressure. The low center high-end bearing design contributes to smooth operation, which minimizes the need for frequent maintenance.
Optional Features
1. Water Ring Vacuum Assistance
The optional water ring-type 304 direct current vacuum assistance system features minimal circuitry, antifreeze lubrication, and prevents the pump from seizing. This system ensures stable operation while significantly reducing power consumption, with an automatic dual-mode for water pressure detection and shutdown.
2. Enhanced Safety Features
The semi-canopy top-lifting anti-collision bar design allows for easy relocation of the pump while providing rain protection and optimal ventilation, ensuring safe and effective operation.
safe and effective operation.
safe and effective operation.3. High Cavitation Resistance
The MD150 pump exhibits strong cavitation resistance, maintaining substantial flow output even when extended suction piping is utilized. This feature is particularly advantageous in mining operations where suction distances can vary significantly.
Conclusion
The MD150 diesel engine mining multistage pump stands out in the market for its robust design, efficient performance, and advanced safety features. With its ability to handle impure water and operate continuously in harsh conditions, it is an indispensable tool for mining, industrial, and urban water management applications. Whether for dewatering or other liquid transport needs, the MD150 delivers reliability and efficiency, making it a top choice for professionals in the field.








