 Pumps,Generatoren,Leuchtturm,Hydraulische Station-TENGDAO
Pumps,Generatoren,Leuchtturm,Hydraulische Station-TENGDAO






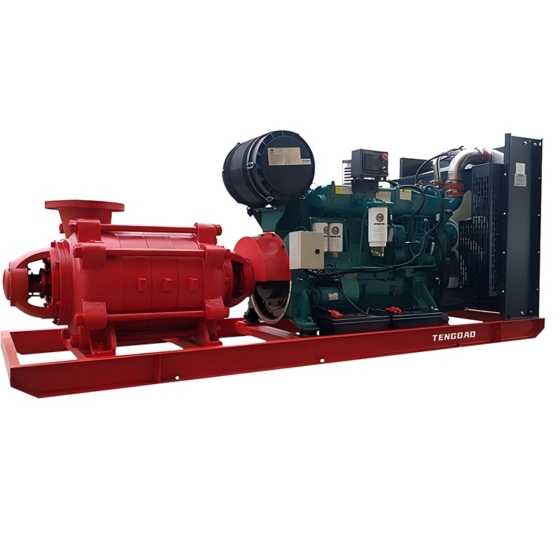
Introduction to the MD360-40 Diesel Engine Mining Multistage Pump
The MD360-40 diesel engine mining multistage pump is a state-of-the-art solution designed to meet the demanding needs of various industries, particularly in mining and construction. Operating at engine speeds ranging from 1500 to 1800 RPM, this pump is engineered for continuous operation, making it ideal for applications that require reliable and efficient water transport. It is specifically designed to handle water with a certain degree of impurities (less than 1.5% by mass and particle size below 0.5 Mm), as well as other similar liquids.
Key Features and Benefits
1. **Robust Durability**: The MD360 pump is built with exceptional wear resistance and cavitation resistance, ensuring a long service life even under challenging conditions. This durability is particularly important in mining operations where equipment is subjected to abrasive materials and fluctuating pressures.
2. **Temperature Range**: This pump can transport fluids at temperatures not exceeding 80°C, making it suitable for a wide range of applications, including coal mines, non-coal mines, factories, and urban water supply systems.
 3. **Efficient Coupling Design**: The pump features an internally flexible, integrated vibration-damping coupling. This design not only enhances transmission efficiency but also reduces alignment requirements. Furthermore, it provides damping effects against axial forces exerted by the pump, minimizing wear on the balancing plate during low lift or low-speed operations.
3. **Efficient Coupling Design**: The pump features an internally flexible, integrated vibration-damping coupling. This design not only enhances transmission efficiency but also reduces alignment requirements. Furthermore, it provides damping effects against axial forces exerted by the pump, minimizing wear on the balancing plate during low lift or low-speed operations.4. **Advanced Instrumentation System**: The MD360 is equipped with a sophisticated instrumentation system that includes waterproof features, loss-of-water protection, bearing temperature monitoring, cavitation protection, and multiple safety features for the engine. This ensures stable and reliable operation without the need for complex controls.
Performance Characteristics
– **Stable Flow and Pressure**: The pump exhibits minimal flow fluctuations and stable pressure, thanks to its low center of gravity and dual-bearing design that ensures smooth operation even at varying loads.
– **Optional Water Ring Vacuum System**: The pump can be outfitted with a water ring type 304 direct current vacuum auxiliary system, which simplifies the setup with fewer lines, provides antifreeze lubrication, and prevents jamming, leading to stable operation.
– **Quick Water Delivery**: With the water ring vacuum pump, water is delivered within 60 seconds, consuming minimal power. The system features an automatic dual-mode for water pressure detection, ensuring efficient operation.
– **User-Friendly Design**: The semi-shelter overhead collision barrier facilitates easy relocation of the pump while providing rain protection and excellent ventilation, contributing to the longevity of the equipment.
– **High Cavitation Resistance**: This pump demonstrates strong cavitation resistance, maintaining substantial flow output even when used with extended suction pipes, a vital feature for deep mining applications.
Applications
The MD360-40 diesel engine mining multistage pump is versatile and can be used in various scenarios such as:
– **Coal Mining**: Efficiently transporting water and slurry in coal mining operations.
– **Non-Coal Mining**: Suitable for other mineral extraction processes where water management is crucial.
– **Industrial Applications**: Ideal for factories that require reliable water supply or drainage systems.
– **Urban Water Supply**: Effective in municipal applications for water supply and drainage.
Schlussfolgerung
In summary, the MD360-40 diesel engine mining multistage pump is a highly efficient and durable solution for water transport in demanding environments. Its robust design, advanced features, and adaptability to various applications make it an essential tool for industries looking to enhance their operational efficiency. With its reliable performance and user-friendly design, the MD360 pump represents a significant advancement in mining and industrial water management technology.








